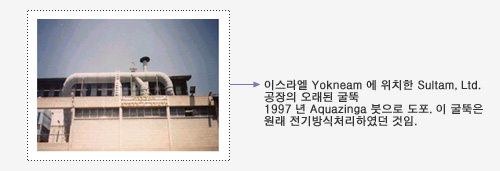
개요 개요
- 아연성분의 갈바니 전기 방식에 의한 철제의 부식방지 코팅제 ( 건조 후 아연 함량 92 % )
- 탄화수소물 ( Hydrocarbon ) 이 들어있지 않은 ( 0 % ) 수용성 Zinc Silicate
- 2액형 무기코팅제로서 열악한 산업환경에 사용할 수 있고 사용자가 안전하게 사용할수 있음
효능
- 대기분위기, 염기가 있는 곳, 습기가 있는 곳, 기체상의 부식성 화학물질에 의한
부식에 대하여 완전하고
내구성있는 내부식성능을 발휘
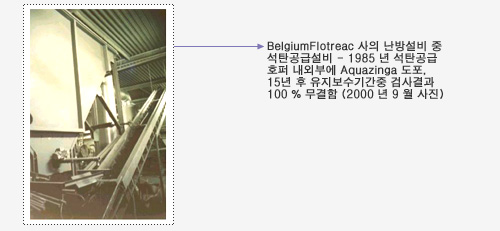
BelgiumFlotreac
사의 난방설비 중 석탄공급설비 - 1985 년 석탄공급 호퍼 내외부에
Aquazinga
도포, 15년 후 유지보수기간중 검사결과 100 % 무결함 (2000 년 9 월 사진)
- 탄화수소물질 ( hydrocarbons ) 이나 유기용제 희석재, 또는 몇몇의 화학물질이 들어있는
( pH 5.5
- 10.5 ) 물, 대전이 된 물 ( charged water ), 해수 ( 항시 침수부위 포함 ) 와 접
촉하는 분위기에서
완전하고 극히 내구성있는 내부식성능을 발휘
- 계속 고온에 접촉하는 부위, 반복적인 열충격이 있는 고온부위에서 ( 600 ℃ ) 에서 우수한  내열성.
위의 고온에서 해수, 담수, 처리수 ( treated water ) 와 접촉한 부위, 끓는 탄화수 내열성.
위의 고온에서 해수, 담수, 처리수 ( treated water ) 와 접촉한 부위, 끓는 탄화수
소물질에 접촉한
부위에서 우수한 내열성.스팀이나 가스 및 이들을 쏘이는 부위에서 우수한
성능
- 이전에 아연피막이 처리된 철제표면 위에 사용 가능 ( 제조자의 사용설명서 참조 )
- 양호한 열전도성 및 완전한 등전위성 ( perfect equi-potentiality ), Cathodic
protection
( 희생부식에 의한
기재보호 ) 피막과 같이 사용하면, Aqua-Zinga 피막이 자동으로 희생
부식기능을 계승하므로
완벽한 부식방지 성능발휘
- Anti-Foul 기능, 해양오염물질에 오염되는 설비의 청소 매우 용이
- 용접 전 매우 탁월한 프라이머, Aqua-Zinga 가 처리된 금속끼리도 용접 가능
이점
- 다른 대부분의 코팅제와는 달리 도포시 주변온도에 영향을 받지 않음. ( 5℃ 이상)
- 설비의 가동 중지 시간을 최소화하는 신속한 경화시간
- 무해성 안전성 - 바인더 성분은 100 % 무기질로서 수성으로 인화성이 없고, 오염을 유발
하지 않으며, 가스가
방출되지 않고, 독성이 없고, 피부알레르기를 유발하지 않고, 2 액형
으로 장기보관이
가능.
특성
( Technical Characteristics )
- 제품성분 : Belgium Flotreac 사의 난방설비 중
석탄공급호퍼
1985 년 내외부에
AquaZinga 도포
바인더 ; 100
% 무기질로서 수성의 고기술 개념의 바인다 사용 ( 비중 1.18 )
Pigment
; 매우 고밀도 고순도 아연말 ( 비중 7.14 )
- 물리적 특성 :
비중 ; 2.72
( ±0.05) g/cm3
고형물질함량 :
75.6 % - 중량비
38.0 % -
부피비
이론상 도포율
; 3.5 m2 / kg
건조시간 : (
온도 및 습도에 따라 다름 )
지촉건조 - ±
15 분 ( 20 ℃ )
재도장 - 24
시간 후
건조피막 ( 매끄러운
회색 한가지 색상 ) ;
1 회 도장에
40 micron
99.995 %
순도의 아연함량 92 %
사용상의
절대적 안전성 ;
(A) Powder
: 물과 접촉시 비인화성 가스 방출
(B) 바인다
: 100 % 무기질의 수용액 - 오염성 전무, 비인화성, 가스발산 무
혼합 후 :
가스발산 무, 무독성, 알레르기 유발 무, 용기 내 작업 등 폐쇄장소 작업에 매우
적합
표준포장
;
5 kg Kit
; 3.5 kg powder 와 1.5 kg 바인다
10 kg Kit
; 7.0 kg powder 와 3.0 kg 바인다
25 kg Kit
; 17.5 kg powder 와 7.5 kg 바인다
보관
;
보관의 용이
; 열이 있는 곳 및 습한 장소를 피할 것
긴 보관기간
; 18 개월 이상, 바인다가 얼어도 제품 성능 영향 무


금속의
표면처리
반드시 샌드브라스트를
요함 ( 오일과 같은 오염물질 및 습기가 없는 공기 사용 )
표면의 요철은
RA12.5 기준 Sa 3 요망 ( Sa 2.5 도 경우에 따라 가함 )
표면처리한 금속면에의
1 차 도포
표면처리 후 되도록
빨리 도포 요망 ( 습도가 있는 경우 최대 1 시간 이내, 건조한 날씨인
우 최대 5 시간
이내 )
도포장비
붓으로 도포가능
( 새 붓 사용 )
되도록 저압 스프레이만을
사용하여 ( 공압 건 사용 ) 희석하지 않고 도포할 것
피막두께는 너무
두껍게 하지 말고 적절한 두께로 도포할 것
공압 건 ; 새
것을 사용하거나 오일을 제거한 깨끗한 건 사용
장비세척
붓작업 후 되도록
빨리 물만 사용하여 세척할 것
세척 후 장비
재사용 가능
자재혼합
바인다 성분을
잘 저은 후 powder 를 서서히 부으며 저어줍니다. 균일한 색상이 날 때까지
젓습니다.
깨끗한 믹서를
사용하고 powder 가 뭉친 부분이 없도록 주의합니다. )
스프레이 건을
사용하여 도포할 때는 두 성분이 혼합된 뒤 Filtering 하여 도포하는
것이 좋습니다.
혼합한 자재는
숙성시간이 필요없으므로 곧바로 도포하면 됩니다.
바인다에 비해
아연말의 비중이 높으므로 혼합된 자재가 균일하게 하려면 도포중에도
계속 저어주는
것이 필요합니다.
희석
제품은 혼합 후
그대로 도포하게 되어 있으므로 보통 희석은 필요없습니다.
희석을 하려면
제조자나 대리점에 문의 후 깨끗한 물을 최대 3 - 5 % 할 수 있습니다. ( 자동
희석기는 사용하지
마십시오 )
가사시간
6 시간 ( 온도에
따라 다름 )
도포시
주변여건
맑은 날, 통풍이
잘 되는 곳
지촉건조
( Dry to the Touch )
15 - 30
분, 따뜻한 금속표면에서는 지촉건조가 더 빠름.
온도가 낮고
습도가 높으면 지촉건조시간이 길어짐. ( 길어도 7 시간이면 지촉건조가 됨 )
뜨거운
날씨에서의 도포작업
뜨거운 직사광선을
받는 곳에서 작업을 한다거나 하면 급속한 건조로 인하여 특히 코너부
위나 튀어나온
부위에 작은 크랙이 발생할 수 있음. 그러나 이러한 크랙은 코팅막의 성능에
영향을 주지 않음.
철브러시로 코팅표면을 쓸어주면 되며 추가피막을 올릴 필요가 없음.
그러나 이러한
불편을 덜기 위해서는 작업장소를 직사광선을 차단하고 작업하는 것이 좋음
주) 뜨거운 조건에서
작업하면 피막두께가 상당히 두꺼워지므로 자재의 소모가 많아집니다.
습도가
매우 높은 여건에서의 도포
도포된 젖은 피막이
마르지 않을 정도일 경우에는 열풍기 등을 이용하여 건조시간을 단축시
킬 수 있습니다.
열풍기는 열을
쏘는 방향을 잘 조절해야 하며 프로판가스 등의 청정연료를 사용하여 연기
가 나지 않도록
해야 합니다.
결로가
있는 표면
하절기에 온도가
급속히 떨어지면 금속표면에 결로가 생길 우려가 있으므로 주의해야
합니다. (
결로는 육안으로는 관찰하기 어렵습니다. )
강제건조
상도를 도포하고자
건조를 빨리 하고자 하는 경우에는 기재의 표면처리 전후에 금속
표면을 덮여주고
더운 금속면에 도포하면 건조가 빨라집니다.
작은 작업물이라면
건조로에 넣어 건조시킬 수 있습니다.
표면
처리된 면의 오염부위
작업물의 취급중에
부주의로 도포할 표면에 그리스 등이 묻은 경우에는 유기용제 등으로
닦을 필요없이
토치 불 등으로 불순물을 태워 없애면 됩니다. 제거 후 표면이 식기를
기다려 도포합니다.
장시간
작업중단 후 작업 재개
기후 등의 여건으로
인하여 오랜 시간 작업을 중단하였을 경우 작업 재개 전에 표면에
이물질이 묻었으면
제거하고 충분히 세척한 후 도포해야 합니다. 24 시간 마르기를
기다려 다음
도포작업을 시작합니다.
피막
위에 하얀 흔적이 발생하는 경우
코팅 후 밤에
결로가 생기면 피막 위에 하얀 띠가 발생합니다. 이러한 현상은 건조한 날
낮에 작업 후에
대부분 발생하는데 완전히 닦아내거나 물로 세척하면 없어집니다.
주) 하얀 띠가
발생하는 것은 염려할 필요가 없습니다. 도포가 완벽히 잘 된 증거입니다.
Aqua-Zinga
의 재도포
지촉건조가 되면
곧바로 2 차 도포를 할 수 있습니다.
어떻든 코팅작업
중간에 연기, 배기가스, 또는 먼지가 이전 작업한 피막 위에 묻어 오염
되지 않도록
중단없이 작업하는 것이 좋습니다. 이전의 코팅층이 건조가 된 후 작업해야
하는 것은 물론입니다.
도포회수
보통 2 회
코팅으로 족합니다. 각 경우에 따라 제조자 및 대리점의 지시에 따라 도포회수를 결정하여야
합니다. 때로는 1 회 도포로 충분한 경우도 있고 4 - 5 회 도포가 요구되는
경우도 있습니다.
주) 대부분
너무 두껍게 도포하면 좋지 않습니다.
다른
상도의 도포
제조자의 및
대리점의 지시를 받고 도포하십시오
경화시간
( 상도없이 사용하는 경우 )
고온부위/습기
있는 부위 ; 최소 24 시간
담수/해수 ;
최소 48 시간
|